I vantaggi della tecnologia MBR per la gestione del digestato
Il mercato del biogas e biometano in Europa
L’incremento del numero di nuovi impianti che trattano biogas e biometano negli ultimi anni risponde alla crescente domanda del mercato di biogas e biometano. Difatti, secondo l’Associazione Europea del Biogas (EBA), in Europa tra il 2022 e il 2023, il numero di nuovi impianti è incrementato del 30% rispetto al 2021, raggiungendo un totale di 1.322 impianti nei primi quattro mesi del 2023. Per giunta, oltre il 75% di questi è collegato alle reti di trasporto o di distribuzione. Rispetto agli anni precedenti, il numero di impianti in Europa è aumentato notevolmente: nel 2018 (483 impianti), nel 2020 (729) e nel 2021 (1.023) e tra i principali produttori di biometano si annoverano Germania (12.753 GWh), Regno Unito (6.183 GWh) e Danimarca (5.683 GWh).
Quali sono gli obiettivi e le previsioni in Europa in merito al biogas?
- La Commissione europea stima che nel 2030 si potrebbero produrre 350 TWh, pari a 33 miliardi di metri cubi (bcm), di biometano all’anno;
- Il “Piano europeo di decarbonizzazione del gas” mira a produrre almeno 1.000 TWh di biometano entro il 2050;
- Secondo European Biogas Association, il risparmio totale di emissioni attraverso l’uso di biogas e biometano può raggiungere una significativa riduzione delle emissioni rispetto ai combustibili fossili contribuendo al raggiungimento degli obiettivi di neutralità climatica entro il 2050.
Con la crescente domanda di biogas e l’incremento del numero di impianti in funzione, si prevede che i volumi di digestato generati cresceranno drasticamente. Se non gestito correttamente, il digestato può rallentare lo sviluppo dell’industria del biogas e biometano e intaccare così anche tutta l’economia circolare creatasi attorno a questo prezioso materiale.
Quali sono i vantaggi di un trattamento efficace del digestato?
Il materiale organico di scarto degli impianti di biogas, noto come digestato, è il principale sottoprodotto e se valorizzato efficacemente determina i livelli di sostenibilità, efficienza e redditività dell’intero impianto.
Molteplici sono i vantaggi dell’utilizzo di tecnologie e soluzioni per il trattamento efficace del digestato:
- La riduzione dei costi principalmente legati allo stoccaggio, al trasporto e alla logistica;
- La riduzione dell’impatto ambientale nel caso in cui il digestato venga trattato per essere smaltito in sicurezza o trasformato in fertilizzante;
- Una potenziale nuova fonte di reddito derivante dalla vendita di fertilizzanti organici concentrati, più competitivi rispetto a quelli chimici, sempre più costosi;
- Un’efficace gestione delle risorse. L’esaurimento delle riserve naturali globali di fosforo e potassio, insieme alla crescita della popolazione e alla crescente domanda di sostanze nutritive, crea un grave squilibrio, per cui l’interesse per i fertilizzanti alternativi è in costante crescita.
In conclusione, con il rapido aumento del numero di impianti di biogas in tutto il mondo, si prevede che la valorizzazione del digestato diventerà un’attività sempre più importante per tutti gli operatori del mercato.
Due approcci nella gestione del digestato
- FILTRAZIONE DIRETTA: RIDUZIONE VOLUMETRICA
La filtrazione diretta con membrane tubolari UF, ultrafiltrazione, conserva e concentra i nutrienti per la valorizzazione, producendo biofertilizzanti di alta qualità con un ridotto utilizzo di sostanze chimiche. Tuttavia, questo approccio non è sempre attuabile e, in alcuni casi, non è neanche economicamente vantaggioso perché alcune normative, come il Regolamento UE sui prodotti fertilizzanti, consentono la produzione di fertilizzanti solo quando la materia prima proviene da determinate fonti. Ad esempio, la frazione organica dei rifiuti urbani può essere utilizzata esclusivamente quando è stata separata alla fonte; se è stata ottenuta come frazione separata del rifiuto solido urbano, l’uso del digestato per la produzione di fertilizzanti è vietato. - BIOREATTORE A MEMBRANA PER IL TRATTAMENTO INTEGRATO DEL DIGESTATO
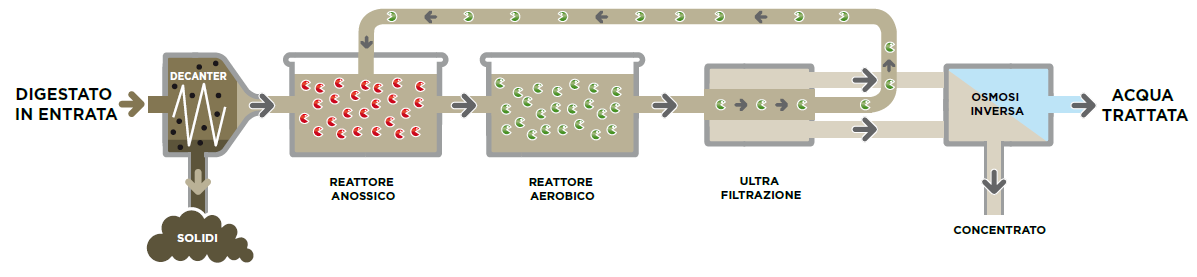
A causa di barriere normative, vincoli competitivi o anche restrizioni legate all’ubicazione, l’obiettivo principale dell’operatore dell’impianto di biogas potrebbe essere quello di raggiungere la massima riduzione volumetrica, ovvero la minima quantità generata di flussi concentrati. In tal caso, l’implementazione di un pretrattamento biologico avanzato che riduca il carico organico, l’alcalinità e l’azoto, consente una successiva concentrazione economica delle frazioni liquide. Il digestato è ricco di materia organica – in parte refrattaria o difficile da biodegradare – e di nutrienti, soprattutto azoto, che può essere paragonato ai più complessi reflui industriali, per tale ragione il suo trattamento richiede una tecnologia altamente efficiente. La tecnologia a membrane tubolari tratta il digestato con la massima efficienza: il bioprocesso funziona in modo stabile con tassi di rimozione più elevati e si ottengono i più alti tassi di nitrificazione. L’MBR consiste in un reattore biologico che combina stadi anossici e aerobici, accoppiato all’UF tubolare esterno per la separazione della biomassa dall’effluente.
Vantaggi della tecnologia MBR
Hydrotech Engineering utilizza le tecnologie più moderne nel campo delle membrane semipermeabili per consentire la rimozione e il recupero dell’azoto presente nel digestato. La tecnologia MBR per il trattamento del digestato presenta numerosi vantaggi rispetto ai processi biologici convenzionali:
- Trattamento biologico altamente efficiente: l’alta concentrazione di MLSS (mixed liquid sospended solid o solidi sospesi) e i lunghi SRT (sludger retention time, ovvero il tempo che la frazione solida resta nel reattore) favoriscono la crescita di biomassa specializzata che assimila la materia organica difficile da biodegradare;
- Rimozione dell’azoto: un lungo SRT favorisce la crescita e l’acclimatazione della biomassa nitrificante. Anche in presenza di un elevato contenuto di N non bilanciato nel digestato, l’azoto viene rimosso in modo altamente efficiente mediante nitrificazione/denitrificazione.
- Qualità superiore dell’effluente, per lo scarico o il riutilizzo: le membrane UF costituiscono una barriera fisica per le sostanze sospese e colloidali. Si ottiene un permeato di alta qualità, privo di solidi, torbidità e agenti patogeni. Il post-trattamento RO diretto è possibile quando gli schemi di riutilizzo dell’acqua sono di interesse (SDI < 3);
- Robustezza e flessibilità rispetto alla complessa composizione del digestato. Le rimozioni di COD (Chemical Oxigen Demand) e azoto sono elevate e stabili, anche in presenza di una grande variabilità nella composizione del digestato. Le condizioni di filtrazione si adattano facilmente alle fluttuazioni dell’affluente, garantendo il funzionamento più stabile in qualsiasi circostanza.
- Compattezza: gli MBR esterni sono una delle tecnologie più compatte per il trattamento del digestato, con un volume del bioreattore ridotto al minimo e un sistema UF modulare e plug-and-play. Il retrofit e l’aggiornamento di impianti CAS o SBR esistenti sono semplici e veloci.
Caso studio di un impianto Hydrotech Engineering dotato della tecnologia tubolare MBR per il trattamento del digestato
Hydrotech Engineeging progetta, sviluppa e realizza impianti all’avanguardia per il trattamento delle acque di processo e delle acque reflue utilizzando la tecnologia delle membrane semipermeabili e dei processi biologici per il riciclo dell’acqua e del suo utilizzo. Con oltre 23 anni di esperienza e 24 impianti di biogas progettati e realizzati, Hydrotech Engineering supporta gli operatori del settore attraverso impianti automatizzati e performanti. Vediamo di seguito nello specifico alcuni dettagli e il processo di un impianto di biogas realizzato da Hydrotech Engineering.
Quali sono i costi gestionali dell’impianto?
Il costo per ogni tonnellata di acqua trattata equivale a 10,18 euro (esclusa l’evaporazione). Vediamo nella tabella di seguito i costi e i consumi energetici suddivisi per reparto e tonnellata.
|
Reparti |
Consumo energetico |
Costo |
|
Unità biologica |
24.0 kWh/t |
4,80 €/t |
|
Ultrafiltrazione |
6.0 kWh/t |
1,20 €/t |
|
Osmosi inversa |
6.8 kWh/t |
1,36 €/t |
|
Super-conc. |
4.0 kWh/t |
0,80 €/t |
|
Prodotti chimici |
|
0,85 €/t |
|
Materiali di consumo |
|
0,67 €/t |
|
Manutenzione generale |
|
0,50 €/t |
|
Totale (senza evaporazione) |
|
10,18 €/t |
Vorresti saperne di più su: impianto, tonnellate trattate, caratteristiche dell’acqua e la tecnologia MBR?
Gli impianti realizzati da Hydrotech Engineering sono altamente efficienti, inoltre l’alta qualità dell’acqua ottenuta dal nostro trattamento permette che questa possa essere riutilizzata nel processo industriale o scaricata in acque superficiali rispettando le più stringenti norme ambientali. Scopri di più sugli impianti di biogas realizzati da Hydrotech Engineering qui.
Vorresti approfondire l’argomento con il nostro esperto? Scrivici a info@hydrotechengineering.com e il nostro team si metterà in contatto con te il prima possibile.